


Hurtig og kontinuerlig 3D-udskrivning med lys
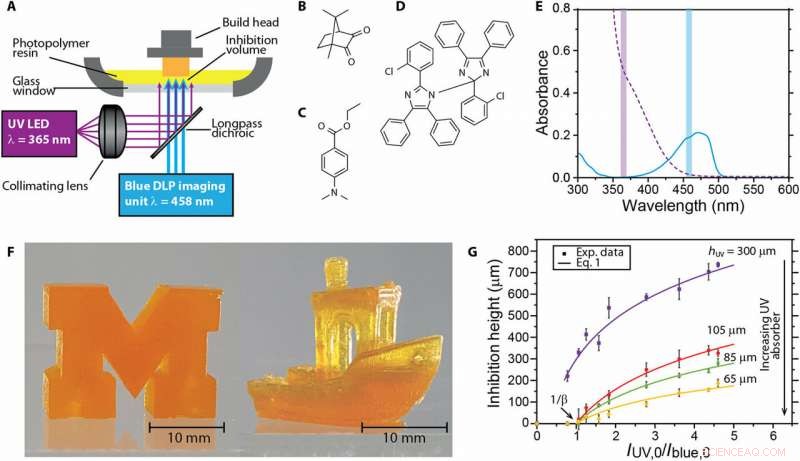
(A) Optisk opsætning af tofarvet SLA ved samtidig fotopolymerisering og fotoinhibering. Nær UV (365 nm) overlejres på mønstret blå (458 nm) med et dikroisk spejl og projiceres gennem et gennemsigtigt vindue ind i et fotopolymeriserbart harpiksbeholder. Strukturer af (B) fotoinitiator CQ, (C) medinitiativtager EDAB, og (D) fotoinhibitor o-Cl-HABI. (E) UV-synlige spektre af CQ (solid blå linje) og o-Cl-HABI (stiplet violet linje) i tetrahydrofuran (THF). UV og blå bølgelængder, der bruges af det tofarvede AM-system, fremhæves af de violette og blå lodrette søjler, henholdsvis. (F) Massiv blok M (venstre) og slæbebåd [model detaljeret i (31)] (højre) trykt ved hjælp af det tofarvede fotopolymerisations-/fotoinhiberings stereolitografi system ved 500 og 375 mm/time, henholdsvis. (G) Polymeriseringsinhiberingens volumentykkelse påvirkes af varierende intensitetsforhold mellem de indfaldende bestrålingsbølgelængder (IUV, 0/Iblue, 0) og harpiksabsorbering (hUV). Kredit: Videnskab fremskridt , doi:10.1126/sciadv.aau8723
Tredimensionel (3-D) udskrivning, også kendt som additiv fremstilling (AM), kan transformere et materiale lag for lag for at bygge et objekt af interesse. 3D-udskrivning er ikke et nyt koncept, siden stereolitografi -printere har eksisteret siden 1980'erne. Den udbredte tilgængelighed og omkostningseffektivitet af teknologien har tilladt en række moderne applikationer inden for biomedicinsk teknik.
Den nutidige proces med lagvis additivfremstilling er ikke desto mindre langsom og påvirker hastigheden af objektfremstilling for genstande med riflede overflader. Kontinuerlig stereolitografisk udskrivning kan overvinde grænserne ved at øge udskrivningshastighederne for at generere objekter med glatte overflader. Skriver nu ind Videnskab fremskridt , Martin P. de Beer, Harry L. van der Laan og kolleger demonstrerer en ny metode til hurtig og kontinuerlig stereolitografisk additiv fremstilling (SLA) i et enkelt skud ved at tilslutte råvaren til to bølgelængder af lys.
Materialeforskerne udviklede en metode ved hjælp af to lyskilder; en for at størkne harpiksen og et andet ultraviolet lys for at forhindre harpikshærdning på enhedsvinduet under fremstilling af objekt. En zone uden uønsket størkning (hæmningsmængder) tillod effektiv brug af harpikser og øgede hastigheden ved 3-D-udskrivning i en enkelt eksponering, i modsætning til lagmæssigt, konventionel fremstilling. En række forskellige materialer, herunder termoplast, polymerharpikser og uorganiske pulvere er blevet brugt som medier til additiv fremstilling (AM), med en række forskellige metoder, herunder ekstrudering af materialer, til pulversengefusion og bindemiddelstråling. I særdeleshed, stereolitografisk AM (SLA) var af interesse i undersøgelsen, da den er baseret på en mønstret belysningskilde til at kurere tværsnit af en ønsket geometri.
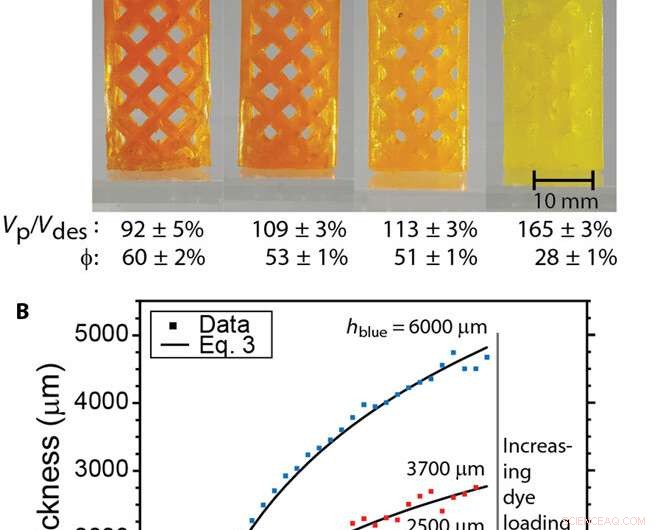
Hurtig, kontinuerlig AM med tofarvet fotoinitiering og fotoinhibering. (A) Argyle -modeller trykt ved hjælp af fotoinhibition for at muliggøre kontinuerlig udskrivning, med procentdelen tomrum (φ) og volumen af den udskrevne del (Vp) i forhold til den designede del (Vdes) vist under hver del. Det designede tomrum var φ =57%. (B) Hærdet tykkelse versus dosering af blåt lys til fire acrylatbaserede harpiksformuleringer fremstillet med varierende blåabsorberende farvestof (Epolight 5675) belastninger. (C) Maksimal lodret udskrivningshastighed, der kan opnås ved varierende blå absorbanshøjder. Al udskrivning blev udført med Iblue, 0 på 110 mW/cm2 og IUV, 0 på 130 mW/cm2, med hUV på 125 μm. Kredit: Videnskab fremskridt , doi:10.1126/sciadv.aau8723
I undersøgelsen, de Beer og Laan et al. udviklet et AM -system, der kunne udskrive kontinuerligt, ved relativt høje lineære hastigheder for at danne 3D-strukturer i en enkelt eksponering. Den eksperimentelle opsætning omfattede et byggehoved trukket opad fra en fotopolymeriserbar harpiks og to belysningskilder med optik, der fungerer ved forskellige bølgelængder (365 nm og 458 nm). I den eksperimentelle opsætning, mønstret belysning passerede gennem et gennemsigtigt glasvindue nedenunder og påbegyndte harpikspolymerisation.
Belysning med en anden bølgelængde inhiberede polymerisationsprocessen umiddelbart ved siden af glasvinduet for at tillade kontinuerlig drift ved at eliminere polymeradhæsion til glasset. De Beer et al. opnået udskrivningshastigheder på op til to meter i timen ved hjælp af en proces, der er kompatibel til en række harpikser, herunder acrylater, methacrylater og vinylethere. Ved at variere lysintensiteten på basis af pixel, systemet kunne også udføre materialeoverflademønstre i en enkelt eksponering af laget, uden at oversætte scenen.
LabVIEW 2014 VI blokdiagram. (A) Blokdiagrammet, der bruges til kontinuerlig udskrivning. De blå og UV LED -drivere, signal generator, og billedgenerering blev kontrolleret ved hjælp af denne VI under udskrivning. (B) Billedvisning-sub-VI til projicering af billeder. Kredit: Videnskab fremskridt , doi:10.1126/sciadv.aau8723
Et unikt træk ved eksperimenterne udviklet af de Beer et al., var opnåelsen af volumetrisk mønster ved hjælp af et flerfarvet system til fotokemisk polymerisationsstart og inhibering. For fotopolymeriserbare harpikser, forskerne brugte camphorquinon (CQ) og ethyl-4 (dimethylamino) benzoat (EDAB) som en synlig fotoinitator og co-initiator. Til fotoinhibitoren brugte de bis [2- (o-chlorphenyl) -4, 5-diphenylimidazol] (o-Cl-HABI).
I processen, en bølgelængde fotokemisk aktiveret polymerisation, mens en anden bølgelængde hæmmede denne reaktion efter dannelse af den ønskede geometri. For at kontrollere tykkelsen af polymerisationsinhiberingsvolumen ved siden af vinduet på enheden, forskerne varierede forholdet mellem lysintensiteter for de to belysningskilder ved hjælp af brugerdefineret LabVIEW -software. Af design, polymerisation kunne derfor løbende forekomme over området til objektudskrivning, ved at undgå skadelig vedhæftning af vinduer.

Bølgelængdeselektiv fotoinitiering og fotoinhibering af radikalmedieret, kædevækst fotopolymerisering. Monomerer undersøgt inkluderer (A) bisphenol A ethoxylattiacrylat (BPAEDA; n =4), (B) triethylenglycoldimethacrylat (TEGDMA), (C) bisphenol A glycerolatdimethacrylat (bisGMA), (D) triethylenglycol divinylether (TEGDVE), og (E) N- (n-propyl) maleimid (NPM). Alkenkonvertering versus tid for harpiksformuleringer (F) BPAEDA, (G) bisGMA/TEGDMA, og (H) TEGDVE/NPM (vinylether- og maleimidomdannelser betegnet med faste og stiplede linjer, henholdsvis) under kontinuerlig bestråling med udelukkende 470 nm @ 100 mW/cm2 (sort linje, firkanter), 470 nm @ 100 mW/cm2 og 365 nm @ 30 mW/cm2, (røde linje, cirkler), og 365 nm @ 30 mW/cm2 (blå linje, diamanter). Kredit: Videnskab fremskridt , doi:10.1126/sciadv.aau8723
Forskerne brugte DesignSpark Mechanical 2.0 eller Autodesk Fusion 360 til at designe modeller til 3D-udskrivning og eksporterede dem som STL-filer (filformat oprettet i 3D-systemer) .For at oprette billedskiver fra STL-filerne, de brugte skærefunktionen i Autodesk Netfabb 2017. Under udskrivning, de viste billedskiverne samtidigt, mens de flyttede byggehovedet ved hjælp af LabVIEW VI. Den maksimale udskrivningshastighed for kontinuerlig hastighed og kontinuerlig udskrivning afhænger af intensiteten af den initierende og hæmmende bølgelængde og mængden af energi, der kræves for at hærde harpiksen, som afledt i undersøgelsen. Som et princip-bevis, de Beer et al. trykte dele med hastigheder på cirka 2 m/time for at skabe argyle -strukturer. Bagefter, forskerne skyllede de trykte dele i isopropanol for at fjerne ikke -hærdet harpiks.
For at karakterisere 3D-produkterne, de Beer et al., brugte et gaspyknometer til at måle mængden af de 3D-trykte dele. Under forsøgene, forskerne placerede en prøve masse i en cylindrisk prøve celle, som derefter blev presset med heliumgas. Derefter ved at slippe trykket, de var i stand til at udvide mængden af heliumgas, som konverterede til prøvens volumen. Forskerne foretog på samme måde eksperimenter for at bestemme gelfraktionen af prøver fremstillet via hurtig og kontinuerlig 3D-udskrivning.
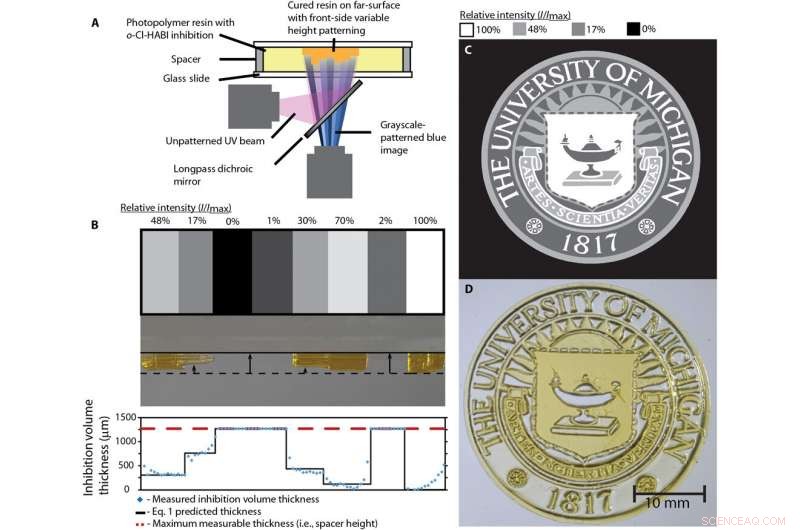
To-farve fotoinitiering og fotoinhibering muliggør kontrollerbar, fjernmønster af komplekse 3D-strukturer. (A) Opsætning bruges til intensitetsmønstret udskrivning. (B) Brug af billeder med variabel intensitet muliggør pixelvis justering af IUV, 0/Iblue, 0, producere variation i hæmningshøjde og derfor, trykt del topografi. (C) Fire-niveau intensitet billede af University of Michigan sæl. (D) Del med variabel tykkelse produceret ved en enkelt intensitetsmønstret eksponering. Kredit: Videnskab fremskridt , doi:10.1126/sciadv.aau8723
I fremstillingssystemet, de Beer et al kontrollerede den dybde, til hvilket lys trængte ind og i sidste ende hærdet harpiksen ved at kontrollere harpiksens blå absorbans, som blev afledt i undersøgelsen. Processen med fotoinitiering og fotoinhibering beskrevet i undersøgelsen kunne overføres til en række monomerklasser til brug i opsætningen. De teknikker og resultater, der er observeret i undersøgelsen, er i øjeblikket uopnåelige med nutidige metoder. Tidligere undersøgelser kunne kun opnå to-farve bestråling for subdiffraktion og direkte-skrive fotolitografi ved hjælp af forskellige fotoinitator og inhibitor systemer, til de detaljerede i øjeblikket.
Ud over, de Beer og Laan brugte bestråling med variabel intensitet til at producere hærdede materialer med indviklede topografiske overfladeegenskaber i et enkelt trin. Dette tillod hurtig fremstilling af personlige produkter, samtidig med at de flere og tidskrævende trin, der typisk bruges i mikrofabrikation, elimineres. På denne måde, anvendelsen af flerbølgelængdesystemer til SLA vist i undersøgelsen danner en ny retning inden for lysassisteret additivfremstilling. Ud over volumetrisk polymerisationskontrol, der er detaljeret beskrevet i konteksten, forskerne forestiller sig, at tofarvesystemet muliggør hurtig fremstilling af dele med lokaliserede variationer af materialer og kemiske egenskaber i et enkelt trin.
© 2019 Science X Network
Sidste artikelBerømt freak-bølge genskabt i laboratoriespejle Hokusais Great Wave
Næste artikelZirconium isotop en mester i neutronfangst
 Varme artikler
Varme artikler
-
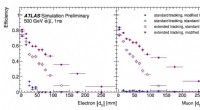 ATLAS Experiment frigiver ny søgning efter partikler med lang levetidEffektiviteten af at rekonstruere en lepton fra henfald af en lang levet partikel, målt i simulerede hændelser, vist som en funktion af afstanden mellem leptonsporet og kollisionspunktet (d0). De so
ATLAS Experiment frigiver ny søgning efter partikler med lang levetidEffektiviteten af at rekonstruere en lepton fra henfald af en lang levet partikel, målt i simulerede hændelser, vist som en funktion af afstanden mellem leptonsporet og kollisionspunktet (d0). De so -
 Forskere knækker mysteriet om flydende lys-interaktioner i organiske materialerForsøgsopstilling. Kredit:Skoltech Et team af forskere fra Hybrid Photonics Laboratory ved Skolkovo Institute of Science and Technology (Skoltech) og University of Sheffield (UK) gjorde et gennemb
Forskere knækker mysteriet om flydende lys-interaktioner i organiske materialerForsøgsopstilling. Kredit:Skoltech Et team af forskere fra Hybrid Photonics Laboratory ved Skolkovo Institute of Science and Technology (Skoltech) og University of Sheffield (UK) gjorde et gennemb -
 Dekonstruktion af publikumsstøj ved basketballkampe i collegeKredit:CC0 Public Domain Med tusinder af fans, der klapper, messer, råbe og latterliggøre, college basketball spil kan være næsten øredøvende højt. Nogle arenaer har decibelmålere, hvilken, præcis
Dekonstruktion af publikumsstøj ved basketballkampe i collegeKredit:CC0 Public Domain Med tusinder af fans, der klapper, messer, råbe og latterliggøre, college basketball spil kan være næsten øredøvende højt. Nogle arenaer har decibelmålere, hvilken, præcis -
 Sådan beregnes forskydningsspænding på bolteIndlæsning og losning af strukturer udøver kraft til bolte og andre typer stik. Forskydningsspænding er en af de kræfter, der påvirker boltene. Når en bolt forbinder to eller flere dele, kan hver af
Sådan beregnes forskydningsspænding på bolteIndlæsning og losning af strukturer udøver kraft til bolte og andre typer stik. Forskydningsspænding er en af de kræfter, der påvirker boltene. Når en bolt forbinder to eller flere dele, kan hver af
- 3 dage med regn i Pakistan dræber 90, forstyrre livet i Karachi
- Forskere udvikler en ny metode til levering af glukagon
- Barrier Island marine økosystem ændret af stormhændelser
- Det sprog, der bruges på kreditkortwebsteder, er det sværeste at forstå
- Forskeres nye tilgang forbedrer effektiviteten af solceller
- Forskning fremmer bæredygtighed inden for kirurgisk fremstilling af latexhandsker