


Sådan fungerer sværdfremstilling
Den reneste omtale af ordet sværd fremkalder billeder af legendariske figurer:engelske riddere, Romerske gladiatorer, Japanske ninjaer eller vikingekrigere. Vores fantasi maler dem større end livet, med deres skinnende sværd, der skærer gennem luften i blændende buer. Vi er fascineret af sværdet som intet andet våben, ser det ofte som en skønhed. Faktisk, mange sværd er betagende kunstværker fremstillet af en håndværks dygtige hænder.
Prisklassen afspejler sorten. Du kan finde alle typer sværd, fra billige maskinfremstillede kopier for så lidt som $ 50 til håndlavede mesterværker, der koster $ 35, 000 eller mere!
Sword Image Gallery
Foto høflighed Don Fogg Knives
En japansk katana. Se flere billeder af sværd.
Næste
- Sådan fungerer jern og stål
- Sådan fungerer Flintlock Guns
- Discovery.com:Samurai Swords
Grundlæggende, et sværd er et skærpet metalstykke, der typisk er mellem 24 og 48 tommer (61 til 122 cm) langt med et håndtag ( hævet ) i den ene ende. Den anden ende aftager normalt til et punkt. I denne udgaveartikel du vil lære om sværd og hvordan de fremstilles ved hjælp af moderne metoder til fremstilling af sværd, herunder de trin, der er nødvendige for at skabe et sværd:
- Valg af design
- Valg af aktie
- Smedning og formning af bladet
- Normalisering og glødning af stålet
- Tilføjelse af kanten
- Hærdning af stålet
- Tilføjelse af vagten, hilt og pommel
Denne artikel dækker det grundlæggende i moderne sværdfremstilling. Der er mange andre metoder, der har været brugt gennem historien og mange forskelle mellem sværd fremstillet af smede i forskellige tider og regioner. Udviklingen af et japansk sværd varierer betydeligt fra oprettelsen af et europæisk sværd. Denne artikel giver et indblik i knivsmedets fascinerende verden.
Lad os komme i gang med at se på sværdets dele.
Indhold
- Sværdskomponenter
- En del af historien
- Opsætning af butik
- At lave karakteren
- Bare slå det
- Skære til jagten
- Efterbehandling
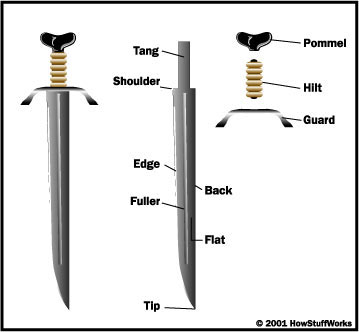
Sværdskomponenter
Her er hovedkomponenterne i et sværd:Der er fire grundlæggende dele:
Klinge - Længden af stål, der danner sværdet. Et typisk blad har seks områder:
- Kant - Dette er den skærpede del af bladet. Et sværd kan være enkelt eller dobbeltkantet. For eksempel, en japaner katana har en enkelt kant, men en skotsk Claymore er skærpet på begge sider.
- Tip - Enden af sværdet længst væk fra heftet. De fleste sværd tilspidser til et punkt ved spidsen, men nogle bladlinjer er lige indtil spidsen. Et par sværd, såsom en amerikansk borgerkrig sabel , er buet langs deres længde.
- Tilbage - Den del af bladet modsat kanten. Selvfølgelig, et tveægget sværd har ingen ryg.
- Flad - Bladets sider.
- Fuller - Ofte kaldet blod rille eller tagrende , den fyldigere er en smal rille, der løber det meste af længden af mange sværd. De fleste mennesker tror, at det er der for at tillade, at bladet let kan fjernes ved at blod slipper ud gennem kanalen, derved reducerer suget. I modsætning til hvad mange tror, den fyldigere er ikke en kanal for blod til at løbe sammen. Den egentlige årsag til den fyldigere er at reducere bladets vægt uden at reducere styrken. Brug af en fylder gør det muligt for en klingsmed at bruge mindre materiale til at omfatte bladet, gør det lettere uden at ofre for meget strukturel integritet. Dette ligner brugen af en I-stråle, når man bygger en skyskraber.
- Ricasso - Fundet på nogle sværd, ricassoen er den uskarpne del af bladet lige før afskærmningen. Det blev typisk brugt på tungere sværd for at give et sted at gribe med den anden hånd, hvis det er nødvendigt.
- Tang - Den del af bladet, der er dækket af tappen. En fuld tang er den samme bredde som resten af bladet og strækker sig ud over knasten og gennem pommel . En delvis tang strækker sig ikke hele vejen gennem tappen og er normalt ikke mere end halvdelen af bladets bredde. Tangens længde og bredden, især hvor det indsnævres, før det går ind i stangen, variere fra sværd til sværd. Tykkelsen og bredden af en tang inden i hiltet vil bestemme håndteringen af sværdet.
Vagt - Metalstykket, der forhindrer en modstanders sværd i at glide ned over tappen og skære din hånd. Vagten på japanske sværd forhindrede også hænderne i at glide ned til bladet, mens mange europæiske sværdvagter også beskyttede hænderne inkl. Kvartaler mod et skjold. Også, krydsbeskytteren på et europæisk sværd kan hjælpe med punktkontrol og manipulation af et blad. Skærme kan variere fra et enkelt tværstykke til en fuld kurv, der næsten omslutter din hånd.
Hilt - Sværdets håndtag, en hæl er normalt lavet af læder, tråd eller træ. Det er fastgjort til vingens tang for at give en behagelig måde at holde sværdet på.
Pommel - Slutningen af sværdet, som låget er på. Pommels er normalt større end hiltet og forhindrer sværdet i at glide ud af hånden, samt giver lidt modvægt til bladet. De kan også bruges som et middel til at fastgøre heftet til tang, og blev undertiden smedet af den samme længde af stål som resten af bladet.
Sværd kan variere fra strengt utilitaristisk til helt ceremonielt. I mange sværd, vagten, hilt og pommel er meget udsmykkede og fungerer som omdrejningspunktet for sværdet unikke.
En del af historien
Kantede våben har været en del af vores historie, så længe der er ført registre. Faktisk, nogle af de tidligste redskaber, der blev brugt af det primitive menneske, var slibede stenstykker.
Sværd og knive har spillet en vigtig rolle i enhver større civilisation. Selv i nutidens moderne samfund, sværd bruges i mange af de vigtigste militære eller statslige ceremonier og funktioner. Tænk på reklamerne for U.S.Marines Corps, og hvordan de fokuserer på Marine Sabre, eller ridderceremonien udført af dronningen af England, hvor et sværd bruges til at røre ved skuldrene på den adelige individ.
De tidligste kendte sværd blev fremstillet af kobber , en af de mest almindelige metaller til rådighed. Kobbersværd var meget bløde og sløvede hurtigt. Senere, sværd blev lavet af bronze . Bronze er en legering af kobber og tin. En legering er en blanding af to eller flere uædle metaller eller elementer for at skabe et andet metal med visse specifikke egenskaber. I tilfælde af bronze, kombinationen af kobber og tin skabte et metal, der er:
- Stærkere end kobber
- Mere fleksibel end kobber
- Bliver skarp i længere tid end kobber
Et bedre sværd blev udviklet med fremkomsten af jern . Jernmalm blev let fundet i alle dele af den antikke verden. Jernmalm indeholder jern kombineret med ilt. For at lave jern af jernmalm, du er nødt til at fjerne ilt for at skabe rent jern. Den mest primitive facilitet, der bruges til at forfine jern fra jernmalm, kaldes a blomster .
I et blomsterværk brænder du kul med jernmalm og en god tilførsel af ilt (leveret af en bælge eller blæser). Trækul er i det væsentlige rent kulstof. Kulstoffet kombineres med ilt for at skabe kuldioxid og kulilte (frigiver masser af varme i processen). Kulstof og kulilte kombineres med ilt i jernmalmen og transporterer det væk, efterlader en porøs, svampeagtig masse kaldet a blomstre . Blomstringen blev derefter hamret for at fjerne de fleste urenheder. Det resulterende metal var let at arbejde med, men jernsværd holdt ikke godt til en kant og var stadig for bløde.
Jern blev det foretrukne metal til sværd og andre våben, og hjalp med at skabe nye imperier. Både våben og værktøjer af jern og bronze havde en utrolig indflydelse på magtbalancen under deres respektive fremtrædelsesperioder. Faktisk, disse perioder i historien er nu kendt som Jernalder og Bronzealder .
Til sidst, stål blev opdaget. Stål er en legering af jern ( ferrit ) og en lille mængde kulstof ( cementit ), normalt mellem 0,2 og 1,5 procent. Stål blev oprindeligt fremstillet ved hjælp af en proces kaldet cementering . Stykker af jern blev placeret inde i en beholder fremstillet af et stof med et meget højt kulstofindhold. Beholderen blev anbragt i en ovn og opbevaret ved en høj temperatur i et tidsrum, der kunne variere fra timer til dage. I løbet af denne tid, kulstofvandring ville forekomme, hvilket betyder, at jernet ville absorbere noget af kulstoffet fra beholderen. Den resulterende blanding af jern og kulstof var stål.

Foto høflighed Don Fogg Knives
Don Fogg arbejder på sin smedje
Stål har en række fordele frem for jern og bronze:
- Det er meget svært.
- Det er fleksibelt, når det varmebehandles korrekt.
- Det kan forblive meget skarpt i lang tid.
- Det kan arbejdes med og formes.
- Det er mere modstandsdygtigt over for rust og korrosion end jern.
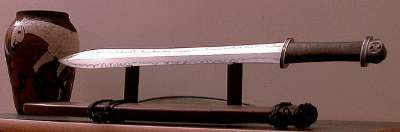
Foto høflighed Don Fogg Knives
En historisk inspireret fremstilling af et keltisk sværd
Næsten alle sværd, der fremstilles i dag, er en slags stållegering. I de fleste moderne stål, der er også en række andre elementer. Du vil lære mere om de forskellige stållegeringer senere. Men først, lad os tale om de værktøjer, du har brug for til at lave et sværd.
Opsætning af butik
Inden a klingsmed (en person, der laver sværd, knive og andre kantede redskaber) kan skabe et sværd, han skal have det rette miljø og værktøjer. En smedeforretning, kaldet a smedje , er meget sammenlignelig med en traditionel smedeforretning. På grund af dampe og støv, der er skabt ved smedningsprocessen, smedjen skal være godt ventileret. Omsorg bør lægges til placeringen af smedjen, ambolt og andet udstyr for at sikre, at den afstand, som smeden skal rejse med det opvarmede stål, holdes på et minimum.
Det grundlæggende udstyr, der anvendes af knivsmeden, har ændret sig meget lidt i løbet af de sidste århundreder. For de fleste smede, den største ændring er kommet efter den grundlæggende smedning er udført, ved at bruge elektroværktøj til at slibe og polere stålet. Handelsværktøjer omfatter:
Ambolt - Symbolet på smeden, ambolten er let det mest kendte og mest genkendelige stykke smedeudstyr. En standardambolt har følgende dele:
- Grundlag - Hovedparten af ambolten, basen har normalt monteringshuller boret gennem bunden for at fastgøre ambolten til en sikker holder.
- ansigt - Det er her, det meste af formningen af stålet sker. Toppen af ambolten er hærdet til at være meget hård og skal være glat. Kanterne er let afrundede for at sikre, at de ikke rykker eller ødelægger stålet.

Foto høflighed Don Fogg Knives
Bemærk de hårdføre og pritchel huller i forsiden af denne ambolt.
- Pad - En lille flad sektion mellem ansigtet og hornet, puden bruges til mejselarbejde, så knivsmeden ikke gør arret på ambolten.
- Horn - Den forreste ende af ambolten, der aftager fra lige under puden til en afrundet spids. Kaldes også tæve , hornet bruges til at bøje og bøje stålet.
- Hardy og pritchel huller - Det hårdføre hul er en firkantet sokkel i amboltets ansigt, der indeholder nogle af formningsværktøjerne beskrevet nedenfor. Pritchelhullet er et rundt hul i ansigtet, der tillader et slag, bor eller driv for at gå ned i ambolten. Det bruges til stansning og formning af huller i stålet.
Hammere - Hammeren er en forlængelse af knivsmeden. Han stoler på det for at skabe sværdets grundform. Hammere brugt af vingsmede, og smede generelt, er lidt anderledes end den typiske hammer, du finder i en isenkræmmer. Den største forskel er, at smedehamre er kronet , mens de fleste standardhamre ikke er det. Kronet betyder, at kanten af hammerhovedet er blevet lidt afrundet i stedet for kvadratisk. Kroning forhindrer hammeren i at lave skarpe fordybninger i stålet, når knivsmeden slår det.
Hammere varierer meget i størrelse og formål:
- Bold, kryds og lige peen - Peenhamre har en flad, kronet hoved, og en rund (kugle) eller kile (kryds og lige) form på den anden side. Crossepeen har kilen sidelæns til hammeren, mens den lige peen har kilen på linje med hammeren. Peenhamre bruges til det meste af formningsarbejdet.
- Slædehammer og enkelt donkraft - Slædehamre har en tendens til at være store og tunge, vejer op til 20 kilo. De bruges, når stålet har brug for meget kraftig formgivning og normalt kræver en anden person. Den ene person holder stålet på ambolten, mens den anden svinger slædehammeren. Enkeltstikket er en mindre version af slædehammeren, der kan bruges af en person.
- Sæt hammer og fladere - Begge disse værktøjer har store flade hoveder. Som du måske forventer, den fladere hovedanvendelse er til udfladning af stålet. Sæthammeren bruges til at lave firkantede hjørner og flade kanter.
Tænger - Tænger er et alsidigt værktøj, som ingen smed kan undvære. Faktisk, en typisk smedje har flere tænger. Tang bruges til at holde stålet, mens det formes på ambolten. De bruges også til at placere stål i smedjen og hente det, og til at slukke stålet.
- Hardies (tæver, fuldere og swages) - Dette er de værktøjer, der passer i det hårdføre hul på ambolten. En tæve er et afrundet stykke, der kan bruges til at bøje og bøje stålet, som et lille horn. Fullers bruges til at lave riller. Faktisk, derfor kaldes rillen i et sværd en fyldigere. Swages bruges til at tvinge stålet til bestemte former, såsom trekantet, firkantet eller sekskantet.
- Mejsler - Som du måske forventer, mejsler bruges til at skære eller skære i stålet.
- Stans og drift - Stans bruges til at stikke, eller slag, et hul gennem stålet. Drifts bruges til at udvide et eksisterende hul. Pritchelhullet i ambolten giver et sted, hvor slag eller drift kan gå, når det kommer gennem stålet.
Smed - Værktøjerne nævnt ovenfor giver dig mulighed for at forme stålet, når det er varmt. For at opvarme stålet kræver en smedje. Typer af smedjer omfatter kul , gas og elektrisk . De fleste smede har en af disse tre til deres vigtigste smedje. Tid og temperatur kan variere meget afhængigt af det anvendte stål og smedens egen teknik.
Sluk tank - En stor metalbeholder fuld af olie, stålet nedsænkes i slukningstanken, efter at det er blevet formet. Olien, der bruges i slukningstanken, forbedrer hærdet af stålet.
Slap kar - Dette er simpelthen en stor tønde eller beholder med vand, der bruges til at afkøle stålet og værktøjerne.
Yderligere værktøjer - De fleste bladesmede har nogle eller alle de værktøjer, der er angivet her for at afrunde deres smedje. Også, et komplement af standardværktøjer, såsom skruetrækkere, sav, tænger og skruenøgler er nyttige.
- Filer - Bruges til at udjævne ru kanter og grater
- Vise - Bruges til at holde stykker i en fast position, mens knivsmeden arbejder
- Hydraulisk presse - Anvendes til grov formning ved at udflade stålet
- Fakkel - Anvendes til skæring og grov formning af stålet
- Kværn - Bruges til alt fra grundformning til forpolering
- Buffer - Bruges til at polere det færdige blad
- Boremaskine - Bruges til at lave huller i stålet

Foto høflighed Don Fogg Knives
En hydraulisk presse bygget af Tommy McNabb
Når værktøjerne er på plads, så skal smeden beslutte, hvad han laver, og hvilken slags stål der skal bruges ...
At lave karakteren
Hvilken slags stållegering en bladesmed bruger til at lave et sværd afhænger i høj grad af deres erfaring og de egenskaber, de ønsker i bladet. Den anvendte legering er næsten altid en form for kulstofstål . En vis mængde kulstof er nødvendig for at give metallet hårdhed nok til at kunne tage en kant og holde den. Men for meget kulstof reducerer bladets fleksibilitet, gør den sprød og mere tilbøjelig til at gå i stykker.
Jim Hrisoulas, forfatter til "The Complete Bladesmith, "anbefaler et stål med et kulstofindhold på omkring 60 til 70 point . I stål, kulstofindhold er angivet som punkter, hvor hvert punkt svarer til 0,01 procent af den samlede sammensætning. Derfor, en rating på 70 point betyder, at legeringen har 0,7 procent kulstof i blandingen. Don Fogg bruger faktisk 1086 stål (.86 procent kulstof) og opnår overlegne resultater. Imidlertid, jo højere rating betyder ikke altid bedre stål. En proces med omhyggelig varmebehandling muliggør meget hårde blade, der er modstandsdygtige og seje.

Foto høflighed Don Fogg Knives
Stålet i et sværd skal have en kulstofvurdering på 60 til 70 point.
De fleste stållegeringer indeholder et eller flere af følgende elementer, hver giver visse fordele (og nogle ulemper). Selvom elementerne nedenfor er de mest almindelige, der er mange andre, der kan vises i en legering.
- Krom - Hjælpemidler hærdning; anvendes i legeringer i rustfrit stål; kan få stålet til at revne under smedning
- Wolfram - Giver en skarp og langvarig kant; svært at smede
- Mangan - Tilføjer styrke under varmebehandlingsprocessen
- Molybdæn - Holder stålet hårdt ved højere temperaturer; meget vanskelig at smede, når den findes i stor mængde
- Nikkel - tilføjer styrke, øger ikke hårdheden; vises i højere koncentration i legeringer i rustfrit stål
- Silicium - Forbedrer fleksibilitet og hårdhed kan øge legeringens ledningsevne
Inden du vælger et metal, bladsmeden skaber et design til bladet og bestemmer, hvad de vigtigste egenskaber for det blad vil være. For eksempel, et slankt blad som en rapier skal være meget fleksibelt, mens et bredt ord har brug for større hårdhed og styrke. Bladsmeden beslutter også, hvilken metode der skal bruges til at oprette bladet. Dette bestemmer, hvilke metaller der kan bruges, især legeringer i rustfrit stål. Rustfrit stål er utroligt svært at smede og temperere korrekt, men en smed kan købe stænger i rustfrit stål og male dem i form ved hjælp af fjernelse af lager behandle. På lager fjernelse, et sværdblad laves ved at tage et stykke stykke stål og fjerne dele af det ved at skære og slibe, indtil du har den ønskede form. De fleste smede foretrækker den fleksibilitet, der smedning giver dem, når de opretter brugerdefinerede sværd. Et smedet blad skabes ved at opvarme metallet og dunke det i form.
Smedede sværd kan indeholde et enkelt metal eller en kombination af metaller. Den letteste og mest almindelige form for smedet sværd bruger en enkelt stållegering til at oprette bladet. Design er nogle gange graveret eller ætset ind i stålet for at simulere den mere komplicerede mønstersvejsning og Damaskusblade.
Mønstersvejsning , også kaldet laminatstål eller mønstersvejset Damaskus stål (se nedenunder), bruger to eller flere metaller kombineret under smedningsprocessen. Typisk, lag af en stållegering kombineres med lag af et blødere metal, såsom nikkel. Lagene er foldet på hinanden flere gange, hvilket hjælper med yderligere at fjerne urenheder i metallet. Det multiplicerer også det samlede antal lag i høj grad. Hvis en smed starter med tre lag nikkel klemt mellem fire lag stål, så vil en enkelt fold fordoble antallet af lag til 14. En anden fold ville lave 28 lag og en tredje ville skabe i alt 56 lag!

Foto høflighed Don Fogg Knives
Et mønstersvejset Damaskusblad skabt af skovmester Don Fogg
Når foldningen fortsætter, det blødere metal svejsninger eller limer lagene af stål sammen for at danne en enkelt helhed. De blødere metallag giver sværdet større fleksibilitet uden at gå på kompromis med hårdheden af det stål, der er nødvendigt til skærekanten. Når klingen er færdig, det får en syrevask der får kontrasten mellem de anvendte metaller frem. De mønstre, der er skabt af de forskellige metaller, tilføjer klingen utrolig skønhed og kan være ret indviklet.

Foto høflighed Don Fogg Knives
Detalje af et fjermønster i et Damaskusblad
J. D. Verhoeven, A. H. Pendray og W. E. Dauksch offentliggjorde en artikel i Journal of Metallurgy i september 1998 om Damaskus-stål, der vendte op og ned på den sværdfremstillende verden. De hævder, at ægte Damaskus -stål er wootz stål. Wootz var en stålform fremstillet i Indien, der havde et meget højt kulstofindhold. Da stålet blev smedet, noget af kulstoffet ville skilles i bånd. Disse bånd fremstår meget lyse i farven, og resten af stålet ville blive ret mørkt, når det poleres og ætses. Resultatet var et stærkt kontrastmønster. Da smedene lærte at arbejde med wootz -stål, de opdagede, at de kunne gøre mønstrene meget indviklede ved at ændre bladets vinkel i forhold til båndene af kulstof og stål.
På den næste side, vi vil se nærmere på smedeprocessen.
Bare slå det
Smedens smede er dybest set en stor super-varm ovn. Traditionelle knivsmede har en tendens til at bruge kulsmede, men mange andre foretrækker gas eller elektrisk smedje. Uanset hvilken type en smed bruger, det ønskede resultat er det samme:At opvarme stålet til den korrekte temperatur til formning af sværdet.

Foto høflighed Don Fogg Knives
Don Fogg arbejder på sin smedje
Stål bliver rødglødende omkring 1200 til 1500 grader Fahrenheit (649 til 816 grader Celsius) og lyser orange ved cirka 1800 F (982 C). De fleste stållegeringer bør bearbejdes et eller andet sted inden for dette område. Hvis stålet er køligere og fremstår blåligt i farven, det kan knuses ved hamringen. Omvendt stålet bør ikke opvarmes højere end 1800 F (982 C), medmindre det er angivet i legeringens brugsretningslinjer.
Efter at stålet er opvarmet, det første trin kaldes tegning . Når du trækker et stykke stål ud, du øger stålets længde og reducerer tykkelsen. Med andre ord, du flader det ud til den grundlæggende sværdform. Ved at hamre langs den ene kant, knivsmeden kan gøre længden af stål gradvist buet for at skabe et buet sværd.

Foto høflighed Don Fogg Knives
En elev af Don Fogg, der trak stålet ud
Næste, knivsmeden begynder at tilspidset bladet. Tilspidsning bruges til at skabe bladets spids og tang. Det opnås ved at hamre i en vinkel, begynder på det punkt, hvor konen skal starte og fortsætter til enden af bladet. Tit, tilspidsningen vil skabe en bule i bladets tykkelse, der skal trækkes ud. Når tangen er færdig, knivsmeden vil normalt bruge en tryk og dør sæt for at lave tråde i enden af tang, som pommelen skal skrues på.
Bladsmeden vil fortsætte med at arbejde på bladet et afsnit ad gangen. Han gør dette ved at opvarme den del af bladet (normalt omkring 6 til 8 tommer, 15,24 til 20,32 cm), indtil den er rødglødende og former den med hammeren og andre værktøjer. Han vil vende bladet igen og igen under hamringen for at sikre, at begge sider er jævnt bearbejdet.
På visse punkter under smedningsprocessen, knivsmed vil normalt normalisere stålet. Det betyder ganske enkelt, at stålet placeres tilbage i smedjen og opvarmes igen. Derefter får det lov at afkøle uden at knivsmeden gør noget ved det. Målet med normalisering er at udglatte korn (krystallinsk struktur) af stålet. I det væsentlige, hver gang smeden opvarmer en sektion af bladet og arbejder på det, han ændrer stålets korn såvel som formen. Stålet opvarmes til en temperatur, der får det til austenize (jern- og kulstofmolekylerne begynder at blande sig). Stålet fjernes fra smedjen og luftkøles. Dette reducerer belastningen forårsaget af uregelmæssigheder i bladets sammensætning og sikrer, at kornet er ensartet i hele bladet.
Endelig, før slibnings- og poleringsfasen, bladet er udglødet . Glødning virker ganske lig normalisering på overfladen, men har et decideret anderledes resultat. Stålet opvarmes til den passende temperatur, så det kan austenisere. Stålet afkøles derefter meget gradvist. Som regel, et isolerende materiale bruges til at sikre, at stålet ikke afkøles for hurtigt.
Glødning tager flere timer til mere end en dag. Formålet med glødning er at gøre stålet blødt og let at male eller skære. Når glødningen er fuldført, knivsmeden kan begynde at slibe bladet.

Foto høflighed Don Fogg Knives
En elev af skovmester Don Fogg, der indgav et sværdblad
Skære til jagten
Nu hvor bladet er glødet, knivsmeden kan indgravere ethvert design og udarbejde bladets kant og spids. Brug af en båndsliber er den mest almindelige måde at tilføje kanten til sværdet på, men nogle klingsmede foretrækker at arbejde med filer.
Da stålet er så blødt, det vil ikke holde kanten, hvis du forsøger at skære noget på dette tidspunkt. Stålet skal varmebehandles til hærde det. Igen, knivsmeden opvarmer bladet til punktet austenisering . Bladet skal opvarmes jævnt under denne proces. Mens mange smede bruger deres smedje til denne proces, nogle bruger a saltbad .
Saltene opvarmes til den passende temperatur, og bladet suspenderes i saltbadet i en vis tid. Saltene, der bruges i et saltbad, flydende ved en temperatur, der er lavere end det, der er nødvendigt for stålet, men vil forblive en væske ud over den temperatur, skabe et perfekt "varmt bad" til bladet. Ligesom en kogende gryde vand, saltene opvarmer stålet jævnt og grundigt.

Foto høflighed Don Fogg Knives
Et saltbad brugt af Don Fogg
Når bladet fjernes fra smedjen eller saltbadet, det skal straks placeres i slukke tank . Olien i slukkebeholderen får stålet til at afkøle hurtigt og jævnt. Hvis stålet af en eller anden grund ikke køler jævnt så kan bladet skæve eller endda gå i stykker. Også, bladet må ikke efterlades i olien for længe eller fjernes for tidligt. Hver fejl kan ødelægge bladet. Der er generelle retningslinjer for, hvor lang tid man skal slukke bladet baseret på ståltypen, olie eller andet hærdningsmedium i slukningstanken, og tykkelsen af bladet. De fleste smede vil fortælle dig, at det hovedsageligt er erfaring og instinkt kombineret, der hjælper dem med at vide, hvor lang tid er lang nok. Slukning fælder cementit inde i ferrit og skaber et meget hårdt stål kaldet martensit .
Nu hvor stålet er hærdet, det kan være hærdet . Hærdning, eller varmebehandling, gøres ved at opvarme bladet igen. Forskellen er, at det ikke opvarmes til det punkt, at austenisering sker. Hærdning bruger en meget lavere temperatur, igen baseret på det anvendte stål. Bladet holdes ved denne temperatur i et stykke tid, så slukkes det igen. De fleste bladesmede hærder et blad flere gange for at få det nøjagtige hårdhedsniveau. Ideen er, at metallet er hårdt nok til at opretholde en kant, men ikke så hårdt, at det er skørt, som kan få det til at flise eller revne.

Foto høflighed Don Fogg Knives
Et sværd belagt med ler
En almindelig metode til varmebehandling, især foretrukket af japanske sværdproducenter, er at belægge bladet bortset fra kanten med en våd lerblanding, der tørrer ud og hærder, når bladet opvarmes. Leret bevarer varmen og forsinker køleprocessen. Nogle klingsmede vil skabe tykkere kamme af ler, der krydser bladet for yderligere at bremse afkøling i de specifikke sektioner. Ideen her er, at disse sektioner vil være lidt blødere end resten af sværdet, og øger fleksibiliteten, mens kanten forbliver hård.
Efterbehandling
Når bladet er hærdet, knivsmeden tilføjer resten af sværdet. Vagten og pommel er normalt smedet af smeden på samme tid, som han skaber bladet. Skærmen er svejset på plads på bladet, eller simpelthen strammet mod skuldrene og holdt på plads af heftet.
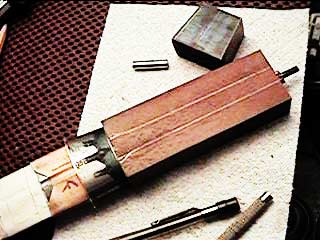
Foto høflighed Don Fogg Knives
En træklods er forberedt til brug som hilt.

Foto høflighed Don Fogg Knives
Det færdige hilt
Tappen kan være et af flere materialer:
- Træ
- Metal
- Tråd
- Knogle
- Læder
- Plast
Hiltet glider normalt over tang for at hvile ved bladskulderen på et sværd. (Knivbælter er normalt nittet eller limet på.) Den holdes på plads af stangen. Pommelen skrues enten fast på enden af tang, eller den glides over tang, i hvilket tilfælde enden af tang er flad ud for at holde pommel på. Et par sværd har pommel og endda beskyttelsen alle skabt som et stykke med bladet.

Foto høflighed Don Fogg Knives
Detaljer om afskærmningen på bladet fra denne side
Efter vagten, hilt og pommel tilføjes, det færdige sværd er poleret og poleret. Endelig, en whetstone bruges til at slibe bladet. Det færdige produkt er et bevis på knivsmedens hårde arbejde.
For mere information om sværdfremstilling og relaterede emner, tjek linkene på den næste side.
Masser mere information
Relaterede HowStuffWorks -artikler
Flere store links
Sidste artikelSådan fungerer Hoverboards
Næste artikelHvad er bevægelseskort, og hvordan fungerer det?
 Varme artikler
Varme artikler
-
 Statcheck:When Bots Correct AcademicsStatcheck:When Bots Correct Academics Jason Stang/Getty Images Du kender den kollega, der altid vandrer hen til dit skrivebord og højlydt fortæller dig, at de fandt en fejl i den rapport, du aflevere
Statcheck:When Bots Correct AcademicsStatcheck:When Bots Correct Academics Jason Stang/Getty Images Du kender den kollega, der altid vandrer hen til dit skrivebord og højlydt fortæller dig, at de fandt en fejl i den rapport, du aflevere -
 Hvad er de mystiske Marfa -lys?Marfa -lysene i Texas har været uforklarlige siden slutningen af det 19. århundrede. Flickr:AlexandraBarao CC med 2.0 Hvis der er en ting, som folk, der har set Marfa Lights i Texas, er enige om, d
Hvad er de mystiske Marfa -lys?Marfa -lysene i Texas har været uforklarlige siden slutningen af det 19. århundrede. Flickr:AlexandraBarao CC med 2.0 Hvis der er en ting, som folk, der har set Marfa Lights i Texas, er enige om, d -
 Sådan undervises Tabeller i matematisk subtraktion i første klasseTabeller med subtraktion hjælper eleverne med at huske grundlæggende subtraktionsformler og svar, hvilket gør det nemt for eleverne at lære subtraktion. I første klasse lærer eleverne alle deres borde
Sådan undervises Tabeller i matematisk subtraktion i første klasseTabeller med subtraktion hjælper eleverne med at huske grundlæggende subtraktionsformler og svar, hvilket gør det nemt for eleverne at lære subtraktion. I første klasse lærer eleverne alle deres borde -
 Sådan finder du diskontinuitetspunktet i Algebra IIDiskontinuitetspunktet henviser til det punkt, hvor en matematisk funktion ikke længere er kontinuerlig. Dette kan også beskrives som et punkt, hvor funktionen er udefineret. Hvis du er i en Algebra I
Sådan finder du diskontinuitetspunktet i Algebra IIDiskontinuitetspunktet henviser til det punkt, hvor en matematisk funktion ikke længere er kontinuerlig. Dette kan også beskrives som et punkt, hvor funktionen er udefineret. Hvis du er i en Algebra I